TEHNOLOGIA TRATAMENTELOR
TERMICE SI TERMOCHIMICE
Prelucrarea la cald a otelului
Cuptoare pentru recoacere, calire, maleabilizare,
reincalzire, otelire
Otelul este un aliaj din fier
si carbon, unde procentul de carbon se regaseste in limitele normale de 0,02%
si 6,5%.Carbonul, in functie de fazele prin care trece, se regaseste in
diferite interstitii sau modificari cristaline, care sunt diferit de mari si
care cauzeaza diferite distorsiuni ale retelei atomice. Deseori se aliaza si cu
alte metale cum ar fi cromul, cobaltul, manganul, etc. care modifica de
asemenea structura otelului si a retelei atomice.
Fierul pur se afla de la
temperatura ambianta pana la temperatura de 911°C in structura cristalina
cubica cu volum centrat (faza α ) si se mai numeste si ferita.La
temperaturi mai inalte, intre 911°C si 1392°C este in structura cristalina
cubica cu fete centrate ( faza γ) care se numeste si austenita si care
intr-un interval foarte mic formeaza o retea cristalina cubica cu volum centrat
numita si faza δ sau δFe. In functie de reteaua cristalina, carbonul
se regaseste fie in forma tetraedrica sau octaedrica a retelei cristaline a
fierului, care au marimi diferite si care la inmagazinarea atomilor de carbon
duce la diferite distorsiuni ale structurilor cristaline/atomice.
Cu cat distorsiunile sunt mai puternice, cu atat otelul este mai calit. La
racirea lenta a otelului dupa turnare, structura cristalina sufera transformari
si trece in diferite faze cum ar fi faza de formare a austenitului, a feritului
si faze mixte.Carbonul migreaza in timpul transformarii pe pozitia cea mai
favorabila a structurii.
Capacitatea de absorbtie a structurii cristaline a fierului este limitata iar
cand la racire se atinge solubilitatea maxima de carbon in otel, se produc
separari de cementita, Fe3C sau separari de grafit.Un amestec de
ferita cu cementita se numeste perlita. La un continut mai ridicat de carbon in
fier se formeaza ledeburita, o faza de amestec dintre austenita si
cementita.Aceste faze sunt descriese in 'Diagrama de echilibru
fier-carbon' aici o prezentare mai simpla:
Propriatatile otelului cum ar
fi duritatea sau tenacitatea se determina in functie de distorsiunile
structurii cristaline cat si a eliminarii si marimi cristalitelor. Prin
diferite procese termice,se pot modifica dupa bunul plac proprietatile
otelului.
Koyo Thermo Systems va ofera tehnologia si o varietate de cuptoare industriale
pentru recoacere, maleabilizare, calire,revenire, durizare, calirea
suprafetelor prin carburare, carbonitrare, nitrare si nitrocarburare.
Tratamente termice de maleabilizare si recoacere a
otelului in cuptoare
La recoacere,incalzire se are
in vedere aducerea la o anumita temperatura a piesei de prelucrat dupa care se
urmareste o racire lina.
In acest fel se pot urmari mai multe obiective cum ar fi:
Maleabilizarea totala unde se urmareste marirea cristalitelor care au ca
efect micsorarea rezistentei si a duritatii materialului, de dorit in anumite
cazuri particulare.
Recoacerea de detensionare are loc la temperaturi mici cuprinse intre
480°C si 680°C si are ca scop inlaturarea tensiunilor din piesa prelucrata,
tensiuni care se formeaza la deformari mecanice sau la diverse prelucrari.De
altfel nu are loc modificarea proprietatilor otelului.
Recoacerea de omogenizare dureaza pana la 2 zile, are loc la temperaturi
ridicate intre 1050°C si 1300°C si are ca rol o impartire egala, in structura
cristalina, a atomilor straini.Viteza de racire stabileste formarea fazelor cat
si a proprietatilor otelului.
Prin recoacerea de rectristalizare se intelege revenirea la formele
cristaline initiale unei deformari la rece. Prin acest procedeu se incalzeste
piesa la temperaturi putin peste temperatura de recristalizare de obicei la
temperaturi intre 550° si 700°C. Temperatura de recristalizare depinde de
material si de gradul de deformare.
Recoacerea de normalizare a otelurilor este una din principalele
procedee de prelucrare la cald.Are ca obiectiv formarea unei structuri fine de
cristalite, care sunt impartite egal peste piesa.La oteluri cu continut mai
ridicat de carbon, temperatura de recoacere este putin sub 800°C; la oteluri cu
continut mic de carbon, temperatura pentru recoacerea de normalizare creste
pana la 950°C.
La recoacerea de inmuiere (globulizare) se urmareste reducerea
difuziunilor de cementita si perlita, pentru a reduce rezistenta si duritatea
otelului astfel incat sa se poata efectua mai usor deformari plastice si
mecanice.Temperaturile obisnuite sunt cuprinse intre 680°C-780°C.
Koyo va ofera pentru toate aceste tratamente termice, cuptoare pentru caliri
continue si discontinue, in vederea deservirii in conditii de exploatare atmosferice
cat si a cuptoarelor cu vacum.
|
|
|
|
cuptor pentru recoacere de
normalizare
|
cuptor pentru maleabilizarea
sarmelor de otel
|
Calirea otelului
Otelirea
in cuptorul de calire
La operatiunea de calire a
otelului nealiat se incalzeste in prima faza piesa ce urmeaza a fi prelucrata,
la o temperatura intre 800°C-900°C, daca e cazul unui otel cu continut scazut
de carbon, si cu continut mare de austenit. La otelurile aliate, temperaturile
pot avea variatii inseminate.
Pentru a impiedica coroziunea se insufla in cuptor gaz exoterm.Exotermele se
pot obtine cu un generator de gaze, care se genereaza din hidrocarburi si mai
contine pe langa CO si H2, N2, CO2 si H2O.
Generator pentru obtinerea de gaze exoterme
Dupa maleabilzare, otelul se va
raci/cali rapid pentru a impiedica o migrare a atomilor de carbon pe structuri
mai convenabile, acesta deoarece viteza de difuziune a atomilor de carbon
devine destul de mica pentru a mai permite un schimb a structurii, respectiv a
retelei atomice.
Structura cristalina a fierului se modifica totusi la temperatura scazanda
astfel formanduse martensita sau asa zisa transformare martensitica, denumit si
otel martensitic. Din cauza defectelor in structura si a tensiunilor,
martensita este casanta, foarte dura si aspra dar si greu deformabila.
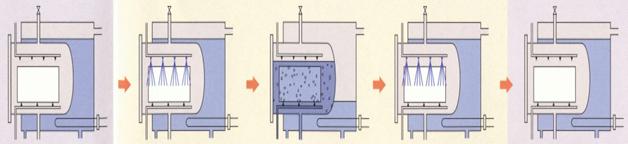
La piese groase sunt necesare sesiuni de racire inalte pentru a permite calirea
lor.In practica piesele se racesc in ulei sau bai cu apa.Cea mai efectiva este
calirea in apa deoarece apa are proprietatea de a a dispersa bine caldura.La
scufundarea in baia de apa se formeaza in prima faza pe suprafata piesei un
strat de abur, rau dispersor de caldura, acest fenomen numinduse si 'Efect
Leidenfrost'.Trebuie urmarit ca piesa sa fie in asa fel scufundata ca
lichidul sa aibe un contact pe toata suprafata sa. Alternativ se pot folosi si
diferite solutii polimerice care se pot adauga la baia de calire.
Incalzirea pieselor se poate efectua in cuptoare transportoare actionate cu
lant sau cuptoare actionate cu role transportoare (conveioare), piesele cazand
sau alunecand la capatul acestora in baia de calire sau mai pot ajunge si
intr-un cuptor cu hota la care incarcarea se face de jos in sus permitand
astfel o evacuare rapida a pieselor de dimensiuni mari.
|
|
|
|
|
cuptor de calire cu hota
|
cuptor de calire actionat cu
lant
|
cuptor de calire prin vacum
|
Si cuptoarele cu vacum sunt
folosite in procesele de calire. Depresiunea creata impiedica oxidarea
respective revenirea suprafetei pieselor prelucrate.
Spalarea pieselor
Dupa calirea in ulei sau
emulsii este necesara o spalare a pieselor inainte de a intra in cuptorul de
maleabilizare. Firma Koyo va prezinta o gama intreaga de astfel de masini de
spalat totodata existand si posibilitatea integrarii masinilor de spalat in
cuptoare de calire. Astfel toti acesti pasi cum ar fi incalzirea, calirea,
spalarea si revenirea se pot face cu o singura instalatie.
Spalarea dupa calire
Maleabilizarea
sau revenirea otelului in cuptoare de revenire
Dupa calirea otelului acesta
devine foarte dur, dar si foarte casant. Acest efect se poate contracara prin
reincalzirea piesei.
La intervalul de temperatura de sub 100°C, rezulta o imbogatire cu atomi de
carbon in zona cu defecte ale structurii atomice a otelului martensitic. La
temperaturi intre 100°C si 200°C atomi de carbon incep sa migreze din pozitiile
nefavorabile ale structurii. Incepe eliminarea de cementita. La continuarea
cresteri temperaturii acest process se amplifica. Peste temperatura de 320°C
practic toti atomii de carbon parasesc pozitiile nefavorabile ale structurii
iar la temperatura de 400°C nu mai au loc schimbari la nivel structural iar
otelul devine moale. La otelurile aliate cu crom, vanadiu, molibden si wolfram,
duritatea ia amploare in acest interval de temperatura cand se fac cedari de
carbizi.Calirea secundara este importanta pentru prefabricate, deoarece trebuie
sa isi pastreze duritatea si la temperaturi inalte.
In general odata cu cresterea temperaturii de maleabilizare/revenire scade si
duritatea otelului. La contact cu aerul ia nastere o oxidare a suprafetei, care
are ca efect decolorarea piesei. Timpul necesar maleabilizarii/reveniri este in
functie de volumul si masa piesei.
Calirea suprafetelor
Opusul durizarii prin calire si
maleabilizare/revenire, la care se caleste intregul material, este calirea la
suprafata.Suprafata dura se poate combina cu miezul moale al materialului.
Pentru aceast proces exista mai multe procedee.
Cementarea
sau carburarea
Procesul
de cementare se utilizeaza la otelurile sarace in carbon. Piesa se caleste cu
ajutorul unui gaz endoterm bogat in carbon.
Gazul endoterm se obtine cu ajutorul unui reactor de gaze din metan, etan sau
propan si consta in mare masura din monoxid de carbon CO, hidrogen si azot.
Generator pentru obtinerea de gaze endoterme
Otelul incalzit la 900°C-1000°C
in cuptoarele de cementare respectiv cuptoare de maleabilizare/revenire, preia
carbon din gazul endoterm. Concentratia de carbon se poate creste pana la
limita de solubilizare si transforma in austenita ( adancimea de cca. 1 mm
).Aici firma Koyo va pune la dispozitie cuptoarele de tip KCF. Procesul de
cementare se poate efectua cu ajutorul cuptoarelor continue sau cu ajutorul
unui dispozitiv discontinuu. Sistemele de transport intr-un cuptor cu trecere
continua pot fi sisteme cu role ceramice, transport cu grilaje sau cu
propulsie.
|
|
|
|
Cuptor cu propulsie si role
ceramice
|
Cuptor continuu pentru
cementarea otelului actionat cu lant
|
Si cuptoarele cu vatra rotativa
se utilizeaza in acest process. In aceste dispozitive se pot integra si
operatiile de calire, spalarii pieselor cat si a procesului de cementare.
Cuptor continuu cu vatra rotativa pentru procesul de cementare a otelului
Otelirea
prin carbonitrare repectiv carbonitrizare
La
carbonitrare, in timpul incalzirii se adauga in faza gazoasa langa carbon si
azot, ceea ce duce la formarea unor nitriti pe suprafata piesei de prelucrat.
Azotul se introduce la carbonitrarea cu gaz sub forma de amoniac NH3
Daca operatia de carbonitrare se face la temperaturi mici de 650°C-770°C,
atunci azotul poate difuza si se formeaza un strat de martensita cu continut de
azot si cu un strat subtire din nitrizi si carbizi. La carbonitrarea peste
770°C pana la 930°C acest strat nu se mai formeaza, deoarece carbonul se poate
difuza mai bine.Azotul stabilizeaza faza de austenita si permite o calire mai
blanda dar in acelasi timp cu o duritate ridicata. Stratul durizat calit este
totusi mai subtire decat la cementare, revenire iar transformarea spre
interiorul materialului este mai puternica.
Ca si la carburare in fazele gazoase urmeaza operatiile cum sunt calirea si
maleabilizarea/revenirea.
|
|
|
|
Cuptor de carbonitrare,
carbonitrizare
|
versiune de cuptor pentru
carbonitrare, carbonitrizare fara cadru cu baie de calire prin vacuum
|
Otelirea
prin nitrare, nitrizare si nitrocarburarea.
La nitrare
respectiv nitrizare in cuptoare difuziunea de azot are loc la temperaturi
mici de 500°C-550°C. Sursa este amoniacul. In acest fel are loc difuziunea
azotului in otel, care se depoziteaza intre locurile din structura
cristalina.Acest lucru duce la o tensionare a structurii cristaline si automat
la o durizare a materialului. Nu mai este necesara o calire aceasta nemai avand
la baza formarea unui strat de martensita.La racire se elimina partial nitriti.
La nitrocarburare se adauga pe langa azot si carbon obtinut din monoxid de
carbon si hidrocarburi in faza gazoasa.Carbonul se regaseste numai la marginea
materialului, deoarece solubilitatea sa in otel este mica acesta continand deja
azot, in acest fel difuziunea fiind destul de proasta.La racire se formeaza
carbonitrati.Timpul necesar durizarii prin nitrocarburare este mai mic decat la
nitrare.
Otelurile nitrate si carbonitrate au o suprafata subtire foarte dura si foarte
glisanta dar care nu e foarte buna la uzura iar rezistenta la rupere este
mica.Densitatea suprafetei are o rezistenta mare la coroziune si poate fi mai
usor polizata.
|
|
|
|
cuptor de nitrare cu hota
|
cuptor de nitrare in doua
trepte
|
Echipament de automatizare si
informatizare pentru cresterea gradului de inteligenta al proceselor de
tratament termic
Descrierea sistemului de automatizare
Pentru procesele termice de
cementare/calire si recoacere in atmosfera gazoasa a fost realizata o
configuratie alcatuita din patru automate programabile (PLC-uri) (vezi
Figura1). Fiecare automat programabil fiind configurat conform procesul
tehnologic aferent tipului de cuptor. PLC-urile sunt conectate pe linie de
comunicatie seriala in varianta ' Multi-drop' la un PC destinat
conducerii si monitorizarii procesului tehnologic. Sistemul asigura urmatoarele
functiuni:
 monitorizarea
parametrilor analogici si digitali;
monitorizarea
parametrilor analogici si digitali;
reglarea
si indicarea temperaturilor in cuptorul de tratament conform diagramelor
temperatura/timp;
reglarea
raportului debit aer/gaz metan in functie de analiza de umiditate ( punct de
roua) din amestecul rezultat destinat atmosferei gazoase specifice
tratamentului termic;
reglare
debit amoniac;
reglare
raport gaz metan/ gaz ENDO functie de analiza de concentratie CO (potential de
carburare)
realizare
ecrane operationale pentru conducerea si supravegherea in timp real a
procesului

Prezentarea programelor
Programul de comanda si
supraveghere aferent cuptoarelor este realizat cu ajutorul pachetului de
dezvoltare al automatului programabil si ruleaza in memoria acestuia. Este un
program structurat pe tipuri de tratamente fiind alcatuit din urmatoarele
subrutine: calire, recoacere, cementare/calire-tip1, cementare/calire-tip2,
cementare + 2 caliri-tip1, cementare + 2 caliri-tip2. Fiecare subrutina contine
diagrama temperatura/timp aferenta tipului respectiv de tratament termic.
Selectarea unuia dintre tipuri si implicit a subrutinei respective se face
automat in functie de codul reperelor introduse in cuptor, conform programului
de sortare repere si formare sarja.
Reglarea raportului debit
aer/gaz metan, debitului de amoniac, raportului gaz metan/ gaz ENDO se face
prin blocuri de reglare de tip PID incluse in pachetul de dezvoltare al
PLC-ului. ( vezi Figura2)
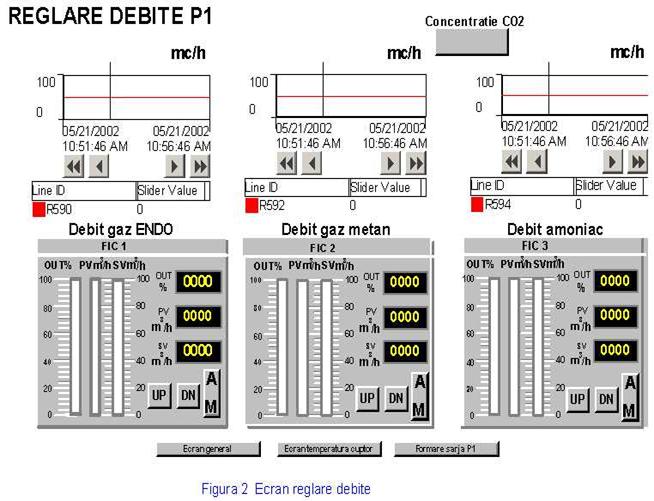
In Figura 2 este prezentat ecranul pentru reglare debite, care contine trei
regulatoare de debit : FIC1 - bucla de reglare debit gaz ENDO, FIC2- bucla de
reglare debit gaz metan, FIC3 - bucla de reglare debit amoniac. Pe fiecare din
cele trei blocuri apar sub forma de bargraf parametrii corespunzatori buclei:
OUT% - iesirea buclei in procente, PV[m3/h] - valoarea masurata din proces,
SV[m3/h] - valoarea de referinta, UP, DN - butoane pentru
incrementare/decrementare iesire in cazul regimului manual, grafice cu valoarea
parametrilor in timp real.
Programul pentru sortarea
reperelor si formarea sarjei este scris si limbajul Visual Basic si contine
algoritmul de selectie si conditiile pe care trebuie sa le indeplineasca
reperele pentru formarea unei sarje ( ex. masa totala repere, material, tip de
tratament, etc. ). Datele referitoare la reperele care urmeaza a fi tratate
termic au fost centralizate intr-un fisier de tip Excel, datorita avantajelor
legate de usurinta adaugarii de noi repere. Prin intermediul tehnicii DDE (
Dynamic Data Exchange - schimb dinamic de date) se deschide un canal de
comunicatie spre Excel , se interogheaza tabelul si se extrag caracteristicile
reperului dorit de operator, verificandu-se compatibilitatea acestuia si sarja.
Ecrane operationale
Statia de monitorizare este un calculator industrial / PC conectat la reteaua
de automate programabile pe linie seriala prin interfata RS485, in scopul
comenzii si monitorizarii in timp real a parametrilor cuptoarelor. Cu ajutorul
pachetului software Cimplicity au fost realizate diferite tipuri de ecrane
operationale dintre care putem mentiona : ecran general, ecran reglare debite,
ecran temperaturi, ecran formare sarja.De asemenea au fost realizate rapoarte
de date si alarme si inregistrari in timp ale parametrilor aferenti proceselor
tehnologice.
Concluzii
Configuratia realizata asigura
comanda si monitorizarea in timp real a parametrilor tehnologici aferenti
cuptoarelor de tratament termic Adoptarea acestei solutii de automatizare
pentru procesele de tratament termic asigura multiple avantaje. Dintre acestea
putem mentiona, comanda si supravegherea de la distanta a procesului
tehnologic, furnizarea de date si informatii catre personalul de decizie
responsabil cu siguranta si anume:
evenimente
deosebite (data si timpul producerii evenimentului );
informatii
asupra uzurii elementelor de executie;
texte
explicite de ajutor decizional privind intretinerea;
elaborarea
de rapoarte zilnice;
memorarea
datelor de interes pentru analize periodice la nivelul managementului;

